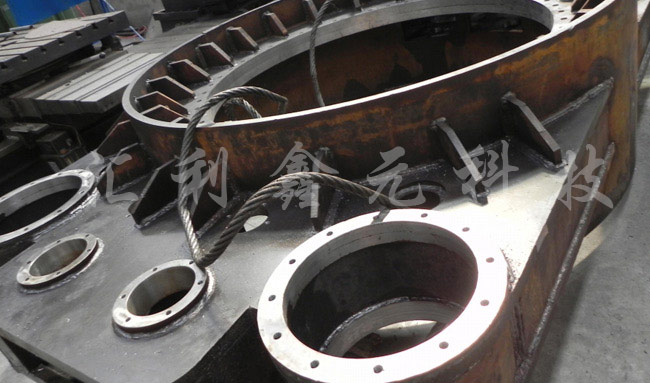
汇利鑫元是从事多年的机械加工公司,主要有:天津机械加工,天津焊接加工,大型对外喷砂喷漆喷塑,天津数控龙门机加工等一些相关信息的展示发布

钢结构加工工艺流程:
1、样杆、样板的制作:
样板可采用厚度0.50~0.75mm的铁皮或塑料板制作。样杆一般用铁皮或扁铁制作,当长度较短时可用木尺杆。样杆、样板应注明工号、图号、零件号、数量及加工边、坡口部位、弯折线和弯折方向、孔径和滚圆半径等。样杆、样板应妥善保存,直至工程结束后方可毁掉。
2、号料:
核对钢材规格、原料、批号,并应清除钢板外表油污、泥土及赃物。号料办法有集中号料法、套料法、统计计算法、余料统一号料法四种。若外表质量满足不了质量要求,钢材应进行纠正,钢材和零件的纠正应采用平板机或型材矫直机进行,较厚钢板也可用压力机或火焰加热进行,逐步撤销用手工锤击的纠正法。碳素结构钢在环境温度低于-16℃,低合金结构钢在低于-12℃时,不该该进行冷纠正和冷曲折。纠正后的钢材外表,不该有明显的凹面和损伤,外表划痕深度不得大于0.5mm,且不该大于该钢材厚度负允许偏差的1/2。
如果您有任何问题,请跟我们联系!
联系我们
Copyright© 汇利鑫元(天津芦台)科技有限公司 天津机械加工哪家好,天津焊接加工怎么样,大型对外喷砂喷漆喷塑,天津数控龙门机加工热线:15302040232 备案号:冀ICP备2021007690号-1
热门城市推广:
Powered by企航动力技术支持
